Tin tức
Pin Đẩy (Ejector Pin) Là Gì? Phân Loại, Tiêu Chuẩn Kỹ Thuật Và Bí Quyết Lựa Chọn Cho Khuôn Ép Nhựa



Trong chu trình vận hành của một bộ khuôn ép phun nhựa, nếu hệ thống cấp nhựa (Cổng bơm, kênh dẫn) quyết định chất lượng điền đầy sản phẩm, thì hệ thống pin đẩy (Ejector Pin) lại đóng vai trò quyết định đến hiệu suất chu kỳ và độ thẩm mỹ bề mặt của thành phẩm khi xuất xưởng.
Bài viết chuyên sâu này sẽ cung cấp cho bạn cái nhìn toàn diện về cấu tạo, phân loại, các lỗi thường gặp và giải pháp lựa chọn vật liệu làm pin đẩy tối ưu nhất trong ngành khuôn mẫu.
1. Pin Đẩy (Ejector Pin) Là Gì?
Pin đẩy (chốt đẩy) là linh kiện cơ khí tiêu chuẩn trong khuôn ép nhựa, thuộc hệ thống lừa/đẩy sản phẩm. Nhiệm vụ duy nhất của pin đẩy là tác dụng một lực cơ học trực tiếp lên sản phẩm nhựa sau khi lòng khuôn (Cavity/Core) đã mở ra, giúp tách sản phẩm ra khỏi lõi khuôn và rơi xuống khay chứa mà không làm biến dạng hay hư hỏng sản phẩm.
Pin đẩy thường được cố định phần đuôi tại tấm giữ pin (Ejector Retainer Plate) và tấm đẩy (Ejector Plate), chuyển động tịnh tiến dọc theo các lỗ dẫn hướng trên lòng khuôn nhờ hệ thống xi lanh hoặc hệ thống lừa búa của máy ép nhựa.
2. Phân Loại Các Dòng Pin Đẩy Phổ Biến
Tùy thuộc vào biên dạng, vị trí tiếp xúc và đặc tính hình học của sản phẩm nhựa, các kỹ sư thiết kế sẽ lựa chọn các dòng pin đẩy khác nhau trên phần mềm CAD 3D (SolidWorks, NX):
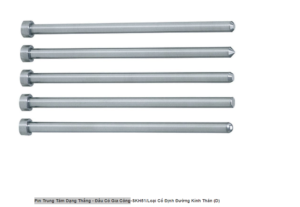
2.1. Pin đẩy tròn tiêu chuẩn (Straight Ejector Pins)
-
Đặc điểm: Dòng chốt hình trụ tròn đồng tâm từ đầu đến đuôi. Đây là loại phổ biến nhất, chi phí rẻ nhất và cực kỳ dễ gia công lỗ lắp trên lòng khuôn bằng phương pháp khoan/doa.
-
Ứng dụng: Dùng cho các vị trí phẳng, thoáng trên sản phẩm nhựa.
2.2. Pin đẩy bậc (Stepped Ejector Pins)
-
Đặc điểm: Thân pin được chia làm 2 phần kích thước khác nhau. Phần đầu tiếp xúc với sản phẩm có đường kính nhỏ (để len lỏi vào các vị trí hẹp), phần thân sau được làm to hơn để tăng độ cứng vững, chống cong gãy khi di chuyển hành trình dài.
-
Ứng dụng: Thích hợp cho các sản phẩm có thành vách sâu, gân (rib) hẹp hoặc vị trí bắn chốt cực nhỏ.
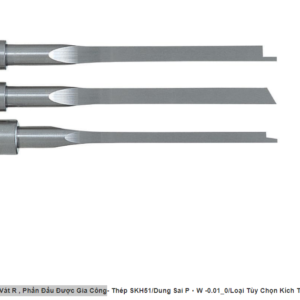
2.3. Lưỡi đẩy / Pin dẹt (Ejector Blades)
-
Đặc điểm: Đầu chốt được gia công phẳng dẹt (hình chữ nhật) thay vì hình tròn.
-
Ứng dụng: Chuyên dụng để đẩy ở các vị trí gân tăng cứng (Rib) hoặc vách mỏng của sản phẩm (như vỏ máy tính, vỏ điện thoại, đồ gia dụng) nơi pin tròn không thể bố trí được.
2.4. Ống đẩy (Ejector Sleeves)
-
Đặc điểm: Là một cụm gồm một ống rỗng bên ngoài (Sleeve) và một lõi chốt cố định bên trong (Center Pin). Khi đẩy, ống bên ngoài dịch chuyển tiến lên để đẩy sản phẩm, còn lõi bên trong giữ nguyên.
-
Ứng dụng: Chuyên dùng để đẩy các chi tiết có lỗ tròn lồi (Boss), các ống nhựa hoặc các núm định vị trên sản phẩm.
3. Vật Liệu Và Công Nghệ Xử Lý Bề Mặt Pin Đẩy
Do phải hoạt động liên tục với tần suất hàng nghìn chu kỳ/ngày dưới áp lực ma sát lớn và nhiệt độ cao từ nhựa nóng nóng chảy, pin đẩy bắt buộc phải làm từ các dòng thép công cụ cao cấp:
-
Thép SKD61 (H13): Vật liệu phổ biến nhất. Sau khi nhiệt luyện tôi chân không, độ cứng đạt 48 – 52 HRC. Thép có độ dẻo dai tuyệt vời, chịu nhiệt và chống mỏi cơ học cực tốt.
-
Công nghệ Nitơ hóa bề mặt (Nitrided Ejector Pins): Thân pin được thấm nitơ để tạo một lớp màng siêu cứng bề mặt lên tới 65 – 72HRC, trong khi lõi bên trong vẫn giữ độ dẻo dai (40 – 45HRC). Dòng này chịu ma sát cực đỉnh, chống mài mòn hoàn hảo khi ép các dòng nhựa có pha sợi thủy tinh (GF).
-
Phủ lớp chống dính (DLC Coating): Các dòng khuôn cao cấp thường phủ thêm lớp Carbon giống kim cương (DLC) lên đầu pin để giảm ma sát tuyệt đối, giúp chống dính nhựa và không cần dùng mỡ bôi trơn (phù hợp cho khuôn sản xuất đồ y tế, phòng sạch).
4. Các Lỗi Thường Gặp Liên Quan Đến Pin Đẩy Và Cách Khắc Phục
| Lỗi sản phẩm / Lỗi khuôn | Nguyên Nhân Kỹ Thuật | Giải Pháp Xử Lý |
| Vết lún, bạc màu trên sản phẩm (Ejector Marks) | Lực đẩy tập trung quá lớn do nhựa chưa nguội hẳn hoặc bố trí quá ít pin đẩy. | Tăng thời gian làm nguội (Cooling time), tăng số lượng hoặc tăng tiết diện đường kính của pin đẩy. |
| Pin bị kẹt, gãy (Pin Seizure/Breakage) | Lỗ pin trên lòng khuôn bị lệch trục, thiếu mỡ bôi trơn hoặc pin bị quá nhiệt giãn nở sinh ma sát. | Kiểm tra độ đồng tâm khi gia công khuôn, tính toán khoảng dung sai (Clearance) hợp lý từ $0.01 – 0.02mm, sử dụng pin thấm nitơ chịu nhiệt. |
| Bavia tại đầu chốt đẩy (Flash) | Khe hở giữa lỗ khuôn và pin đẩy quá lớn do mài mòn sau thời gian dài sử dụng. | Thay thế pin đẩy mới có kích thước lớn hơn một chút (Pin Over size) và doa lại lỗ khuôn tương ứng. |
Kết Luận
Một hệ thống pin đẩy được tính toán thông minh, gia công chính xác và lựa chọn vật liệu phù hợp không chỉ giúp chu kỳ ép phun diễn ra mượt mà, năng suất cao mà còn bảo vệ tính thẩm mỹ tối đa cho bề mặt sản phẩm. Việc đầu tư vào các dòng pin đẩy chất lượng cao (như dòng SKD61 thấm nitơ) luôn là bài toán kinh tế thông minh giúp doanh nghiệp giảm thiểu thời gian dừng máy (Down-time) bảo dưỡng khuôn.