Tin tức
Gia công bằng tia lửa điện–ứng dụng, ưu và nhược điểm
Th1
Gia công bằng tia lửa điện là một quá trình chế tạo không tiếp xúc, trong đó hình dạng mong muốn đạt được bằng cách sử dụng tia lửa điện. EDM có thể đạt được mức độ hoàn thiện rất cao bằng cách sử dụng đầu vào kỹ thuật số.
Trong bài viết này, chúng ta sẽ khám phá quy trình EDM và các loại khác nhau của nó. Chúng ta cũng sẽ thảo luận về các lợi ích và hạn chế khác nhau của nó. Hiểu sâu hơn về các quy trình EDM khác nhau và tìm ra quy trình nào phù hợp nhất với nhu cầu của bạn.
Gia công bằng tia lửa điện là gì?
Gia công bằng tia lửa điện là một quá trình sản xuất trừ dựa trên nhiệt. Nó chuyển đổi tia lửa điện thành năng lượng nhiệt làm tan chảy hoặc bốc hơi vật liệu dư thừa từ phôi.
Quá trình này xử lý sự xói mòn này để tạo ra các vết cắt và hình dạng mong muốn từ nguyên liệu thô. Do sử dụng phóng điện, quá trình này đôi khi còn được gọi là gia công tia lửa.
Vì quy trình này dựa trên sự dẫn điện qua vật liệu nên nó chỉ hoạt động với những vật liệu dẫn điện tốt. Quy trình này cực kỳ đáng tin cậy trong việc tạo ra các đường cắt có độ chính xác cao bất kể độ cứng hay mềm của vật liệu miễn là vật liệu có độ dẫn điện tốt.
Kết quả là, chúng ta có thể sử dụng EDM để cắt các vật liệu có độ cứng cao như Inconel và cacbua vonfram. Các kỹ sư cũng chuyển sang EDM khi họ cần cắt các hình dạng phức tạp mà các phương pháp truyền thống như phay không thể thực hiện được . Các đặc điểm như các cạnh bên trong sắc nét và khoang sâu chỉ có ở gia công bằng tia lửa điện.
EDM hoạt động như thế nào?
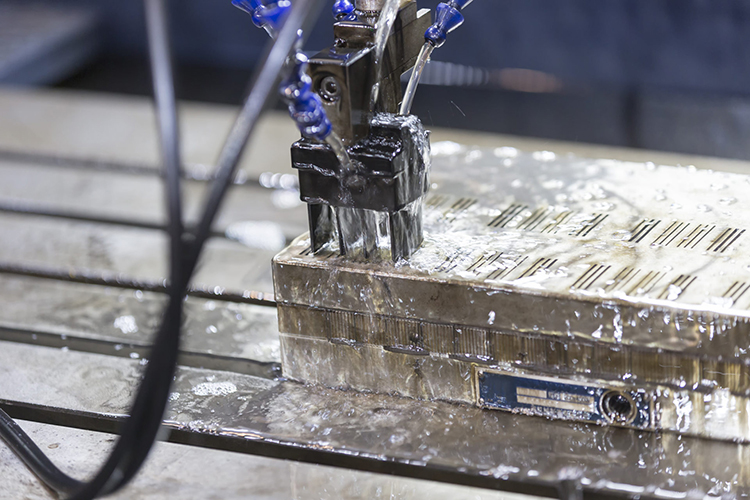
Quá trình này bao gồm hai phần chính: điện cực và phôi/vật liệu. Mỗi phần được kết nối với một đầu của nguồn điện. Điện cực mang một bên điện tích và phôi mang bên kia điện tích. Khi hai vật ở gần nhau, một tia lửa điện trắng nóng sẽ nhảy từ điện cực đến phôi do chênh lệch điện thế lớn giữa hai vật. Điều này tạo ra nhiệt độ từ 8.000 đến 12.000 độ C trong khe hở tia lửa khiến vật liệu tan chảy và do đó bị xói mòn. Nhiệt độ cao như vậy đòi hỏi phải sử dụng chất lỏng cách điện hoặc chất điện môi . Điện cực và phôi được ngâm trong chất lỏng điện môi trong suốt quá trình.
Các hạt bị xói mòn có thể có kích thước 2 micron hoặc nhỏ hơn. Để dễ hình dung, tóc người có độ dày 70 micron (+/- 20 micron). Các hạt bị xói mòn rất mịn đến mức chúng có thể so sánh với kích thước của các hạt bụi và khói. Do đó, chúng ta có thể đạt được độ chính xác cao thông qua EDM.
Điều quan trọng cần lưu ý là toàn bộ quy trình được tự động hóa hoàn toàn và được điều khiển bằng CNC. Không có sự tham gia của con người.
Các loại quy trình gia công bằng tia lửa điện
Tùy thuộc vào hình dạng của điện cực và thiết lập quy trình, chúng ta có thể đạt được nhiều hình dạng và mức độ chính xác khác nhau từ nguyên liệu thô. Dựa trên những điều này, chúng ta có thể phân loại các quy trình EDM thành ba loại riêng biệt. Đó là:
- EDM chìm
- Dây EDM
- Khoan lỗ EDM
EDM chìm chết
Quá trình EDM chìm khuôn sử dụng khuôn có hình dạng âm của vết cắt mong muốn làm điện cực. Khuôn này được đưa vào tiếp xúc hoặc ‘chìm’ vào phôi khi có chất lỏng điện môi. Điều này tạo ra ấn tượng âm của khuôn trong phôi thông qua một loạt các lần phóng điện giữa điện cực và phôi. Gia công bằng tia lửa điện đây là quy trình EDM thông thường còn được gọi là EDM dạng khoang, dạng khối, dạng ram hoặc dạng chìm.
Trong EDM kiểu khoang, việc lựa chọn vật liệu điện cực phụ thuộc vào độ dẫn điện và khả năng chống xói mòn của vật liệu. Cả hai đều càng cao thì càng tốt. Do đó, các điện cực này thường được làm bằng than chì hoặc đồng. Tuy nhiên, than chì dễ gia công hơn. Chi phí liên quan đến việc gia công điện cực có thể tốn kém trừ khi khối lượng sản xuất lớn hơn có thể biện minh cho điều đó.
Với phương pháp này, nhà sản xuất có thể tạo ra các tính năng phức tạp (như góc sắc bên trong).
Gia công EDM bằng dây
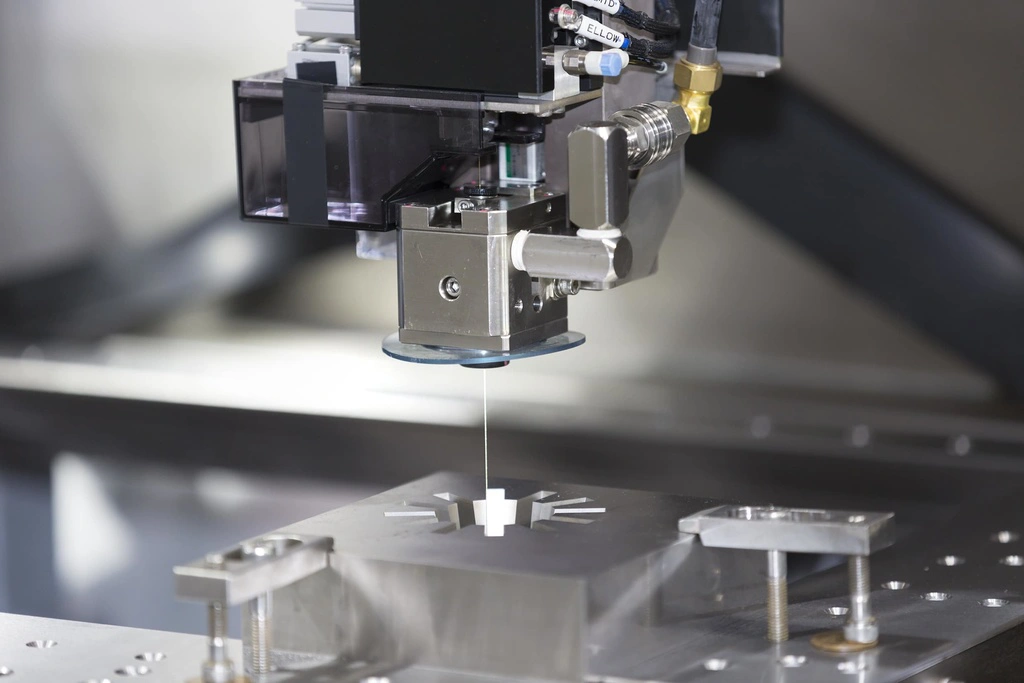
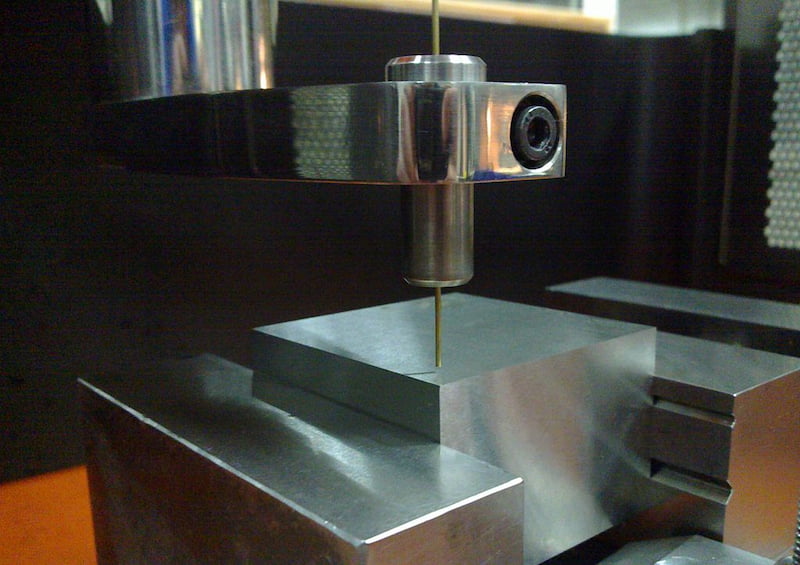
Quá trình EDM dây sử dụng một sợi dây mỏng như sợi tóc thay vì khuôn làm điện cực cho quá trình này. Dây dẫn điện tích đến vật liệu gây ra sự xói mòn vi mô của vật liệu tại các vị trí mong muốn. Dây đi qua vật liệu và tạo ra các đường cắt thẳng đứng theo hai chiều. Đường kính của dây dao động từ 0,05 mm đến 0,35 mm.
Dây thường được làm bằng đồng hoặc đồng thau và được giữ giữa các thanh dẫn kim cương. Vì dây cũng bị cháy trong quá trình này nên dây mới liên tục được kéo ra khỏi ống trong quá trình cắt để duy trì độ chính xác và độ chính xác của các bộ phận đã hoàn thiện.
Tuy nhiên, việc đạt được các góc bên trong sắc nét là khó khăn với quy trình này. Điều này là do khoảng cách tia lửa giữa dây và vật liệu tạo ra các góc bên trong có bán kính nhỏ khoảng 0,15 mm thay vì độ vuông góc hoàn hảo. Thông thường, quá trình cắt dây EDM bắt đầu từ một trong các cạnh của phôi. Nhưng cũng có thể bắt đầu quá trình gia công từ tâm của phôi. Trong trường hợp này, một lỗ được tạo ra ở giữa phôi bằng quy trình được gọi là khoan lỗ nhỏ EDM. Sau đó, dây được luồn qua lỗ và quá trình cắt có thể bắt đầu.
Các kỹ sư sử dụng EDM dây để tạo ra các hình dạng cực kỳ phức tạp với dung sai cực kỳ chặt chẽ. Nếu cần, máy EDM dây có thể được sử dụng để chế tạo các bộ phận thu nhỏ cho đồng hồ và các ứng dụng khác.
Khoan lỗ EDM
Khoan lỗ EDM là một loại quy trình EDM đặc biệt sử dụng điện cực hình ống để khoan các lỗ nhỏ và sâu vào các vật liệu phù hợp. Nguyên lý hoạt động vẫn giống như các quy trình EDM khác nhưng chất lỏng điện môi được cung cấp đến vị trí gia công thông qua chính điện cực.
Gọt bavia chiếm một phần đáng kể trong chi phí sản xuất. Với quy trình EDM khoan lỗ, không có bavia, đây là một lợi thế đáng kể so với các quy trình gia công truyền thống.
Khoan lỗ EDM có những ứng dụng rất cụ thể khi cần các khoang phức tạp trong sản phẩm. Ví dụ, nó đóng vai trò quan trọng trong thiết kế và sản xuất các kênh làm mát phức tạp trong các cánh tuabin nhiệt độ cao.
Ứng dụng gia công bằng tia lửa điện
Gia công bằng tia lửa điện là giải pháp thay thế tốt nhất khi các phương pháp gia công truyền thống đạt đến giới hạn trong gia công vật liệu dẫn điện. Máy EDM có thể cắt bất kỳ vật liệu dẫn điện nào bất kể độ cứng hay mềm của nó. Vì tất cả các kim loại đều dẫn điện ở một mức độ nào đó, chúng tôi có thể gia công một danh sách dài các kim loại bằng EDM, bao gồm đồng , đồng thau, vonfram, thép (cacbon, hợp kim cao, thép không gỉ và thép cứng), Inconel, titan, v.v.
Đối với các ngành công nghiệp, EDM đang tìm thấy ứng dụng trong nhiều ngành công nghiệp từ ô tô đến hàng không vũ trụ. Việc sử dụng EDM đã phổ biến đối với các bộ phận nha khoa nhưng hiện đang ngày càng hữu ích trong các bộ phận giả, cấy ghép và dụng cụ phẫu thuật.
Độ chính xác và khả năng tạo hình các thiết kế phức tạp của EDM khiến nó trở nên thiết yếu trong việc chế tạo các thành phần cho nhiều quy trình sản xuất khác nhau, chẳng hạn như tạo ra các thành phần phức tạp cho các công cụ ép phun. EDM đặc biệt có lợi thế trong việc chế tạo khuôn cho ép phun theo lô nhỏ , vì nó cho phép tạo ra các mẫu chính xác và nhất quán cần thiết cho các bộ phận nhựa có khối lượng thấp.
Các đặc điểm độc đáo của gia công bằng tia lửa điện làm cho nó trở nên lý tưởng cho các bộ phận và tính năng như:
- Khuôn đùn
- Dụng cụ ép phun
- Góc bên trong sắc nét
- Lỗ nhỏ thẳng hoặc cong
- Hình dạng quay
- Khắc trên vật liệu cứng
Thuận lợi
Gia công bằng tia điện cung cấp nhiều lợi thế so với các phương pháp gia công truyền thống. Một số lợi thế này chỉ có ở EDM trong khi những lợi thế khác có ở các phương pháp mới hơn như cắt bằng tia nước và cắt bằng laser. Chúng ta hãy cùng xem xét một số lợi thế sau:
- Độ chính xác cao hơn
- Thiết kế phức tạp
- Bề mặt hoàn thiện tuyệt vời
- Nhiều loại vật liệu có thể gia công
- Quá trình không tiếp xúc
Độ chính xác cao hơn
Gia công bằng tia lửa điện cung cấp một trong những độ chính xác cao nhất trong số các quy trình sản xuất hiện đại. Một thiết lập thông thường có thể cung cấp độ chính xác lên đến 0,025 mm nhưng có những máy EDM đặc biệt có thể đạt tới 0,005 mm.
Độ chính xác của một bộ phận cụ thể phụ thuộc vào các yếu tố như đặc tính vật liệu, thời gian gia công và mức độ hoàn thiện bề mặt mong muốn.
Thiết kế phức tạp
Với EDM, có thể phát triển và sản xuất các hình dạng cực kỳ phức tạp và tinh vi. Những hình dạng này sẽ rất khó và thậm chí là không thể thực hiện được bằng các phương pháp truyền thống.
Bề mặt hoàn thiện tuyệt vời
Các đường cắt EDM không có hướng và không để lại dấu vết gia công trừ khi thời gian gia công giảm xuống dưới một ngưỡng nhất định.
Hoàn thiện chất lượng cao là do tốc độ loại bỏ vật liệu chậm. Chỉ có các hạt nhỏ được loại bỏ tại một thời điểm cho phép EDM để lại bề mặt nhẵn không cần xử lý bổ sung để có bề mặt hoàn thiện đạt yêu cầu.
Nhiều loại vật liệu có thể gia công
Do hầu hết kim loại đều dẫn điện tốt nên EDM có thể hoạt động với nhiều loại vật liệu khác nhau.
Quá trình không tiếp xúc
Không có dụng cụ cắt nào tham gia vào quá trình EDM. Do đó, phôi không phải chịu bất kỳ lực hoặc áp suất cơ học nào. Ngay cả những vật liệu cực kỳ mềm mà thông thường dễ bị hư hỏng hoặc vỡ do áp suất từ dụng cụ cắt cũng có thể được gia công bằng phương pháp gia công phóng điện mà không có bất kỳ rủi ro nào.
Nhược điểm
Không có quy trình sản xuất nào không có hạn chế. Luôn có sự đánh đổi. Những bất lợi khi sử dụng EDM như sau:
- Chi phí điện cực
- Tiêu thụ điện năng cao
- Không hoạt động với vật liệu không dẫn điện
- Sự hình thành vùng ảnh hưởng nhiệt
Chi phí điện cực
Tuổi thọ của điện cực dụng cụ bị hạn chế trong EDM. Nó dễ bị xói mòn như phôi. Điều này có thể gây ra các vấn đề khi tạo các đặc điểm như góc bên trong sắc nhọn vì tuổi thọ của dụng cụ giảm dần theo thời gian.
Nên thay thế điện cực thường xuyên để có các bộ phận đáng tin cậy. Chi phí điện cực ảnh hưởng đến tính khả thi của quy trình tùy thuộc vào độ phức tạp và tốc độ thay thế. Tuy nhiên, nếu số lượng bộ phận được sản xuất nhiều, chi phí này sẽ được hấp thụ ở một mức độ nào đó.
Tiêu thụ điện năng cao
EDM là một quá trình sử dụng nhiều năng lượng. Nó đòi hỏi dòng điện cao ở tốc độ không đổi để gia công hiệu quả. Hệ thống điện và nguồn cấp sẽ cần được điều chỉnh cho các ứng dụng EDM khác nhau.
Ví dụ, EDM chìm khuôn sử dụng hệ thống nguồn điện bán dẫn vì nó có độ mài mòn dụng cụ thấp hơn. EDM dây sử dụng hệ thống nguồn điện dung được điều khiển bằng bóng bán dẫn vì nó có nguy cơ đứt dây thấp hơn. EDM khoan lỗ thường sử dụng hệ thống nguồn điện dung do tốc độ loại bỏ vật liệu cao hơn và độ ổn định của quy trình.
Tỷ lệ tiêu thụ phụ thuộc vào cấu trúc công cụ gia công và các thông số gia công. Thông thường, nó nằm trong khoảng từ 5 đến 8 kW khi gia công thép AISI P20.
Không hoạt động với vật liệu không dẫn điện
Quá trình này không thể thực hiện được với các vật dẫn điện kém. Chúng tôi không thể gia công các vật liệu thông thường như nhựa, vật liệu tổng hợp và thủy tinh.
Sự hình thành HAZ
Sự phát triển của vùng ảnh hưởng nhiệt có thể là mối quan tâm nhưng mức độ lan rộng và tác động lên cấu trúc vi mô thấp hơn nhiều so với các phương pháp gia công thay thế .
Nghiên cứu cho thấy mức độ phát triển HAZ thay đổi tùy theo vật liệu. Nhưng trong mọi trường hợp, các yếu tố kiểm soát như lượng nhiệt có sẵn, khả năng dẫn nhiệt và tác động làm mát có thể làm giảm đáng kể sự phát triển HAZ.
Nguy cơ của gia công bằng tia lửa điện
Mặc dù EDM cực kỳ chính xác, nhưng nó cũng có một số rủi ro đòi hỏi các biện pháp an toàn nghiêm ngặt. Việc sử dụng điện áp cao trong quá trình này gây ra nguy cơ điện giật nếu các giao thức an toàn bị bỏ qua. Những công nhân không tuân thủ các hướng dẫn an toàn có thể bị thương trong một vụ tai nạn điện giật . Ngoài ra, chất lỏng điện môi, chẳng hạn như nước khử ion hoặc dầu, có thể gây ra rủi ro hỏa hoạn do nhiệt độ cao do tia lửa điện tạo ra. Thông gió thích hợp cũng rất quan trọng, vì khí độc có thể được giải phóng trong quá trình phân hủy các chất lỏng này.
Thông tin liên hệ:
👉 Cơ khí chính xác VNSEIKO thiết kế, chế tạo và gia công theo bản vẽ:
✅ Gia công khuôn nhựa, khuôn đột dập, khuôn đúc
✅ Cung cấp insert, pin đẩy, lò xo, chày cối, đầu mài, vít chặn, chốt định vị, mũi khoan…
✅ Hàng chi tiết máy, Jig gá, sản phẩm đặc thù có biên dạng và dung sai phức tạp. Gia công đa dạng các vật liệu như thép, Inox, nhôm, đồng, nhựa… cùng độ chính xác tốt nhất.
👉 Liên hệ với VNSEIKO ngay để được tư vấn và báo giá miễn phí!
—————-
🌎 Website: http://vnseiko.com.vn/
☎️ Điện thoại Mr.Nghiêm: 0974 760 690
📧 Email: vnseiko.co.ltd@gmail.com
📌 Địa chỉ: Số 10, ngõ 12, đường Kênh giữa Nhuế, Kim Chung, Đông Anh, Hà Nội